

Pipeline Pigging Guide
How to Select the Right Pipeline Pig: A Practical Guide
Quick Answer
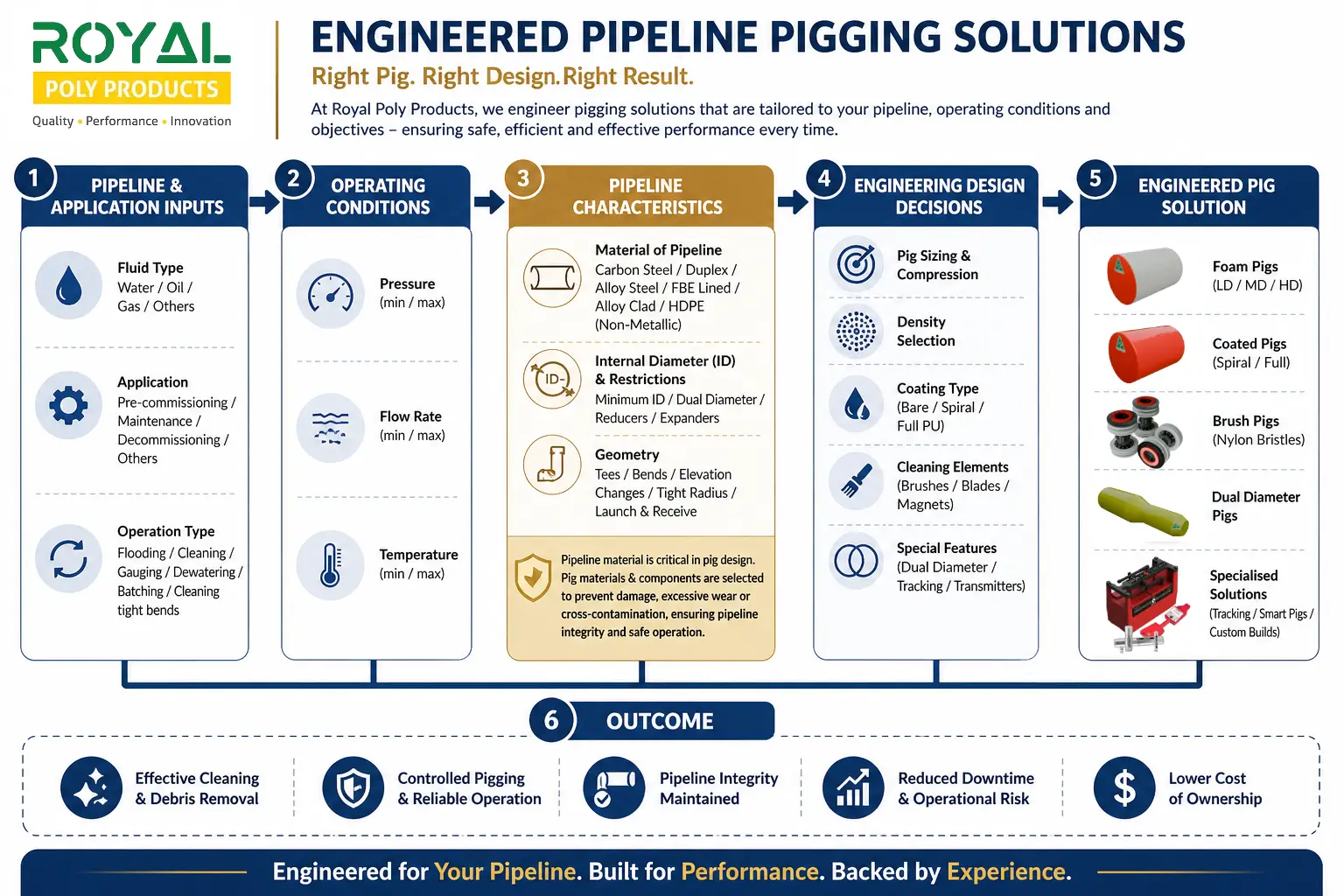
Selecting the right pipeline pig requires seven key inputs: pipeline internal diameter, product type, pipeline geometry (bend radii, valve types, bore changes), debris type and volume, operating pressure and flow rate, distance of the run, and the pigging objective. Getting any one of these wrong is the most common cause of stuck pigs, failed pig runs, and repeat pigging operations.
Published by Royal Poly Products
Jandakot, Western Australia
Contents
1. Why pig selection matters
2. The 7 factors that determine pig selection
3. Step-by-step selection process
4. Selecting foam pig density
5. Selecting the right coating
6. Is my pipeline piggable?
7. Common pig selection mistakes
8. Full pig selection decision matrix
9. Frequently asked questions
1. Why Pig Selection Matters
Pipeline pigging looks straightforward — insert a pig, push it through, retrieve it at the other end. In practice, selecting the wrong pig type, size, density, or coating is the single most common cause of failed pigging operations in Australia. The consequences range from a pig run that
simply fails to clean the pipeline through to a stuck pig that requires costly excavation and pipeline section removal.
The good news is that pig selection follows a logical process based on well-established parameters. Once you have the right information about your pipeline, selecting the correct pig is
not guesswork — it is a systematic decision that Royal Poly Products' technical team carries out with pipeline operators every day.
This guide walks through the complete selection process, from gathering the information you need through to choosing the specific pig type, density, and coating for your application. A full decision matrix is provided at Section 8 for quick reference.
2. The 7 Factors That Determine Pig Selection
Every pig selection decision is driven by seven core factors. Before selecting a pig for any application, you need answers to each of these:
| Selection factor | What it determines | Key questions to ask | Impact if wrong |
|---|---|---|---|
| Pipeline internal diameter | Which pig size to order. Pigs must be sized 5–10% OD oversize for foam, exact bore for mechanical. | What is the NPS (nominal pipe size) and measured internal diameter of my pipeline? | Pig too small = no seal, won’t clean. Pig too big = stuck pig. |
| Product type (gas/water/oil) | Materials compatibility — pig foam, elastomers, and coatings must be compatible with the pipeline product. | Is the product a hydrocarbon, gas, potable water, or chemical? Any H₂S, CO₂, or solvents? | Incompatible material degrades pig, contaminates product, or causes pig failure mid-run. |
| Pipeline geometry | Whether a foam or mechanical pig is viable. Tight bends, reducers, and non-full-bore valves need foam flexibility. | What are the minimum bend radii? Are all valves full-bore? Any bore changes along the run? | Mechanical pig in non-piggable pipeline = stuck pig. Foam pig in high-pressure liquid = inadequate seal. |
| Debris type and volume | Pig coating/aggressiveness. Light silt needs criss-cross; heavy scale needs wire brush or silicon carbide. | Is debris soft (silt, wax, biofilm) or hard (scale, corrosion)? Estimated volume of material? | Under-aggressive pig leaves debris in pipeline. Over-aggressive pig damages internal coating. |
| Operating pressure and flow | Foam pig density — pig must generate adequate differential pressure without blowing through. | What is the normal operating pressure and flow rate during the pig run? | Low density in high pressure = pig bypasses product. High density in low flow = pig stalls. |
| Distance of the run | Pig durability and reusability. Long runs increase pig wear — more durable coatings or mechanical pigs preferred. | How long is the pipeline section to be pigged? | Under-specified pig disintegrates before reaching the receiver. |
| Pigging objective | Entire pig selection — cleaning, dewatering, drying, batching, and gauging each need a different pig type. | What do I need to achieve at the end of this run? | Wrong pig type fails to achieve the objective, wasting time and requiring repeat runs. |
Important
Never assume pipeline geometry without checking. The most common cause of stuck pigs in Australia is a foam pig encountering an obstruction that was not identified before the run — a
non-full-bore valve left in a partially closed position, a weld bead intrusion, or a tee that was
not identified in the pipeline drawings. Always verify pipeline geometry before specifying a pig.
3. Step-by-Step Selection Process
Follow this sequence when selecting a pipeline pig for any application:
Step 1 — Define the objective
Before anything else, be clear on what you need to achieve. The pigging objective drives every
subsequent decision:
• Dewatering after hydrotest → foam pig sequence (LD to MD)
• Drying a gas pipeline → low density fully coated foam pig
• General cleaning → medium density criss-cross foam pig
• Heavy scale removal → high density wire brush or silicon carbide pig
• Product separation → disc pig or solid cast pig
• Bore check before ILI → gauging pig
• Integrity inspection → inline inspection pig
Step 2 — Confirm the pipeline is piggable
Before specifying a pig type, determine whether your pipeline is 'fully piggable' — meaning it has full-bore valves, correct minimum bend radii, and a consistent internal bore. If the pipeline is not fully piggable:
• The foam pig must be sized correctly for the tightest restriction in the pipeline, not just the nominal bore
• Consider a pig qualification trial (see Royal Poly Products' pig qualification trial service) before running pigs in an unknown pipeline
Step 3 — Select the pig type
Based on the objective and pipeline piggability assessment, select the pig type from the decision matrix in Section 8. In most commissioning applications, foam pigs are the default. For operational cleaning and product separation in fully piggable systems, disc or cup pigs may be appropriate.
Step 4 — Select the foam density (if using a foam pig)
Refer to Section 4 for the full density selection guide. As a general principle, start lighter than you think you need — it is far easier to run a second, more aggressive pig than to recover a stuck pig. For an unknown pipeline, always start with a low density bare foam pig to confirm the bore is clear before running a more aggressive pig.
Step 5 — Select the coating
The coating determines the cleaning aggressiveness and the pig's ability to generate a liquid seal. Refer to Section 5 for the full coating selection guide.
Step 6 — Specify the pig size
For foam pigs, specify the pig to be 5–10% larger in outside diameter than the measured internal bore of the pipeline. This compression creates the contact seal that drives cleaning and liquid removal. Confirm the measured internal diameter from the pipe specification sheet or as-
built drawings — not just the nominal pipe size (NPS), as wall thickness varies.
Step 7 — Verify with Royal Poly Products' technical team
For any pig run in an unknown, complex, or high-risk pipeline, verify your selection with Royal Poly Products' technical team before ordering. The team reviews pipeline geometry, operating
conditions, and pigging history to confirm the selection is appropriate and flag any risks before
the run.
4. Selecting Foam Pig Density
Foam pig density is one of the most critical selection decisions — and one of the most frequently misunderstood. The density determines how hard the pig pushes against the pipe wall, how much differential pressure it can sustain, and how aggressively it cleans. Here is the
full density selection guide:
| Density (kg/m³) | Best for | Typical use case | Avoid when |
|---|---|---|---|
| Low (LD) 16–32 | Gas lines, new pipelines | Line proving, drying, initial dewatering runs | Heavy debris present — pig will compress and bypass |
| Intermediate (ID) 40–56 | Water mains, product lines | Batching, light dewatering, product separation | High differential pressure conditions |
| Medium (MD) 80–96 | Oil, gas, water pipelines | General cleaning, silt and wax removal | Unknown pipeline condition — start lighter |
| High (HD) 128–160 | High-pressure oil pipelines | Heavy scale removal | Pipelines with bore restrictions |
The golden rule of foam pig density
Always start lighter than you think you need. This applies especially to:
• Pipelines where the internal condition is unknown or not recently inspected
• Older pipelines with potential bore restrictions from corrosion, scale, or weld intrusions
• Pipelines with non-standard geometry (many bends, tees, or diameter transitions)
The correct commissioning sequence for a new pipeline is: LD-BR (line proving) → LD-BR
(dewatering pass 1) → MD-BR (dewatering pass 2) → LD-FC (drying). This sequence
progressively increases aggressiveness while confirming the bore is clear at each stage.
5. Selecting the Right Coating
Once the density is selected, the coating determines the cleaning mechanism and the pig's sealing performance. Royal Poly Products manufactures foam pigs in the following coating configurations, each suited to a specific application:
Bare (BR Series) — uncoated open-cell foam
Use for: line proving, initial dewatering runs, drying passes. The uncoated foam surface is gentle and low-friction, making it ideal for first runs in an unknown pipeline and for any application where product contamination from coating material is a concern.
Criss-cross coated (XX Series) — spiral polyurethane coating
Use for: general cleaning, routine maintenance pigging, combined dewatering and light cleaning. The criss-cross polyurethane pattern creates a continuous wiping action around the bore, making this the most versatile cleaning coating. Royal Poly Products' XX Series is the
most commonly specified pig for routine gas and water pipeline cleaning in Australia.
Fully coated (FC Series) — uniform polyurethane shell
Use for: applications requiring maximum liquid seal, extended pig life in abrasive conditions, drying passes where moisture carry-over must be minimised. The solid polyurethane shell provides the best liquid sealing performance of any foam pig configuration.
Silicon carbide coated (SC Series) — abrasive grit coating
Use for: aggressive scale removal, corrosion product removal, mill scale cleaning in new pipelines. The silicon carbide particles bonded to the foam body act as an abrasive grinding surface against the pipe wall. Use only when you have confirmed the pipeline bore is clear of restrictions — the abrasive coating increases the risk of a stuck pig if there are bore anomalies.
Nylon wire brush (NW Series)
Use for: light mechanical cleaning in pipelines where sparking is a concern (some classified areas), potable water pipelines where carbon steel contamination is not acceptable, stainless steel lined pipelines.
Carbon steel wire brush (CW Series)
Use for: aggressive mechanical cleaning of heavy scale, hard corrosion products, and mill scale. Provides the most aggressive cleaning action available in a foam pig. Not suitable for potable water or food-grade pipelines.
Stainless steel wire brush (SW Series)
Use for: mechanical cleaning in pipelines where carbon steel contamination is not acceptable — stainless steel pipelines, food-grade lines, pharmaceutical pipelines, and high-purity chemical
lines.
6. Is My Pipeline Piggable?
'Piggability' refers to whether a pipeline can be pigged with mechanical (mandrel) pigs. A fully piggable pipeline meets all of the following requirements:
• Minimum bend radii meet the pig manufacturer's specification — typically 3D minimum (3 times the pipe diameter) for disc pigs, 1.5D for foam pigs
• The pipeline has a consistent internal bore with no unpiggable reducers or diameter changes
• Launcher and receiver barrels are correctly sized for the pig
• No dead legs, tees, or off-takes that could trap or misdirect the pig
If any of these conditions are not met, the pipeline is 'non-piggable' for mechanical pigs. This does not mean it cannot be pigged — it means foam pigs must be used instead. Foam pigs can
negotiate conditions that would stop a disc pig or cup pig, including:
• Tight bends down to 1D for low-density foam pigs
Royal Poly Products | Pipeline Pigs & Pigging Solutions — Australia
royalpolyproducts.com | Jandakot, WA | +61 08 6117 9204
• Gradual bore diameter changes within the pig's compression range
• Weld bead intrusions up to approximately 5% of bore diameter
Royal Poly Products pig qualification trial service
If you are unsure whether your pipeline is piggable, Royal Poly Products offers a pig qualification trial service — a controlled test run in a representative pipeline section using progressively sized pigs to verify piggability and confirm the correct pig specification before the full operational run. This service significantly reduces the risk of a stuck pig in complex or unknown pipeline systems.
7. Common Pig Selection Mistakes
These are the most frequently encountered pig selection errors in Australian pipeline operations — and how to avoid them:
Specifying pig size from nominal pipe size, not measured internal diameter
A 10" NPS pipeline may have an internal diameter ranging from 230mm to 254mm depending on the pipe schedule (wall thickness). A pig specified at 10" nominal may be too large or too
small. Always obtain the measured internal diameter from the pipe specification and size the pig from that figure.
8. Pipeline Pigging in Australia
Australia has an extensive network of onshore pipelines transporting natural gas, crude oil, refined products, and water across all states and territories. The majority of Australia's long- distance gas transmission pipelines run through Western Australia, Queensland, New South Wales, and South Australia — connecting production fields, processing plants, and distribution networks.
Pipeline pigging is carried out on these networks by pipeline operators, contractors, and specialist service providers throughout the year. Australian pipeline operators are required to comply with AS 2885 (Pipelines — Gas and Liquid Petroleum) for the design, construction,
operation, and maintenance of high-pressure pipelines, which includes integrity management requirements that drive regular pigging programs.
Water utilities — including Water Corporation WA, SA Water, Sydney Water, and Melbourne Water — also run extensive pigging programs on water transmission and distribution mains to maintain flow capacity and water quality.
Locally Manufactured
Royal Poly Products is based in Jandakot, Western Australia — just minutes from the Port of Fremantle. This strategic location allows the company to supply pipeline pigs rapidly to WA- based projects and operators, and to export to clients in Southeast Asia and the Middle East. All products are manufactured in Australia under ISO 9001:2015 quality certification.
Frequently Asked Questions
What information do I need to provide to get a pig recommendation?
The minimum information required for a pig selection recommendation is: pipeline internal diameter (measured, not nominal), product type, pipeline length, operating pressure and flow rate, valve types (full-bore or reduced-bore), minimum bend radius, and the pigging objective. Royal Poly Products' technical team will request this information via the quote form at royalpolyproducts.com/get-a-quote.
Can I use a foam pig in a high-pressure gas pipeline?
Yes — foam pigs are routinely used in high-pressure gas pipelines across Australia. The key is selecting the correct density. For high-pressure applications, medium to high density foam pigs are required to generate adequate differential pressure for effective cleaning and liquid removal.
Low density foam pigs may bypass (flow past the pig without driving it) in high-pressure gas conditions. Royal Poly Products' technical team will confirm the correct density for your
operating pressure.
What is the minimum bend radius a foam pig can navigate?
Low density foam pigs can navigate bends down to approximately 1D (one pipe diameter radius of curvature) in most applications. Medium density foam pigs are typically specified for 1.5D
minimum. High density and coated foam pigs require 2–3D minimum. Mechanical pigs (disc and cup pigs) typically require 3D minimum and must be confirmed against the specific pig model's
specification. If in doubt, specify a foam pig — their flexibility is their key advantage over mechanical pigs in complex pipeline systems.
How do I know if my pipeline is piggable?
Check four things: (1) are all valves full-bore? (2) are all bend radii above the minimum for the pig type you intend to use? (3) is the bore consistent with no unpiggable reducers? (4) are there
any dead legs or unprotected tees? If the answer to all four is yes, the pipeline is likely piggable for foam pigs and possibly for mechanical pigs. If you are uncertain, Royal Poly Products offers
a pig qualification trial service that confirms piggability before the operational pig run.
Should I always run the lightest pig first?
In an unknown or previously unpigged pipeline, yes — always. In a well-documented pipeline with a known pigging history, you can start with a more appropriate pig for the objective. For
example, a gas transmission pipeline that has been regularly pigged with medium density criss- cross pigs for 10 years does not need to restart with a low density bare pig. The principle of starting light applies primarily to first-ever pig runs and pipelines with unknown internal condition.
How many pigs do I need to run for a dewatering operation?
A typical dewatering sequence after hydrostatic pressure testing uses 3–5 foam pig runs. The sequence normally starts with one or two low density bare foam pigs to displace the bulk of the
water, followed by one or two medium density pigs to remove the remaining liquid, and ends with one low density fully coated pig as a drying pass. The exact number depends on the pipeline length, volume of water, and the line profile (low points and dead legs require additional passes). Royal Poly Products can advise on the specific sequence for your commissioning project.
Not Sure Which Pig to Choose?
Royal Poly Products' technical team provides free pig selection consultation for Australian pipeline operators. Share your pipeline details and we'll recommend the right pig, density, and coating for your application.
About Royal Poly Products
Royal Poly Products is an Australian manufacturer of pipeline pigs and pigging solutions based in Jandakot, Western Australia. The company designs and manufactures a full range of foam pigs (low, intermediate, medium, and high density in bare, criss-cross, fully coated, silicon carbide, and wire brush configurations), bi-directional disc pigs, cup pigs, solid cast pigs, dual diameter pipeline pigs, and pipeline gels, and provides pipeline pigging services including pig qualification trials, inline inspection, and Smart Gauge Plate gauging.
ISO 9001:2015 certified and recipient of the Western Australian Export Award (Emerging Exporter 2025) and the Australian Export Award, Royal Poly Products supports pipeline operators across Australia and internationally.
Website: royalpolyproducts.com
Phone: +61 08 6117 9204
Address: Unit 5/41 Biscayne Way, Jandakot WA 6164, Australia
Email: sales@royalmechgroup.com